

产品介绍
 亨源管道,打造钢管行业品牌领导者
亨源管道,打造钢管行业品牌领导者 

 全国服务热线
全国服务热线
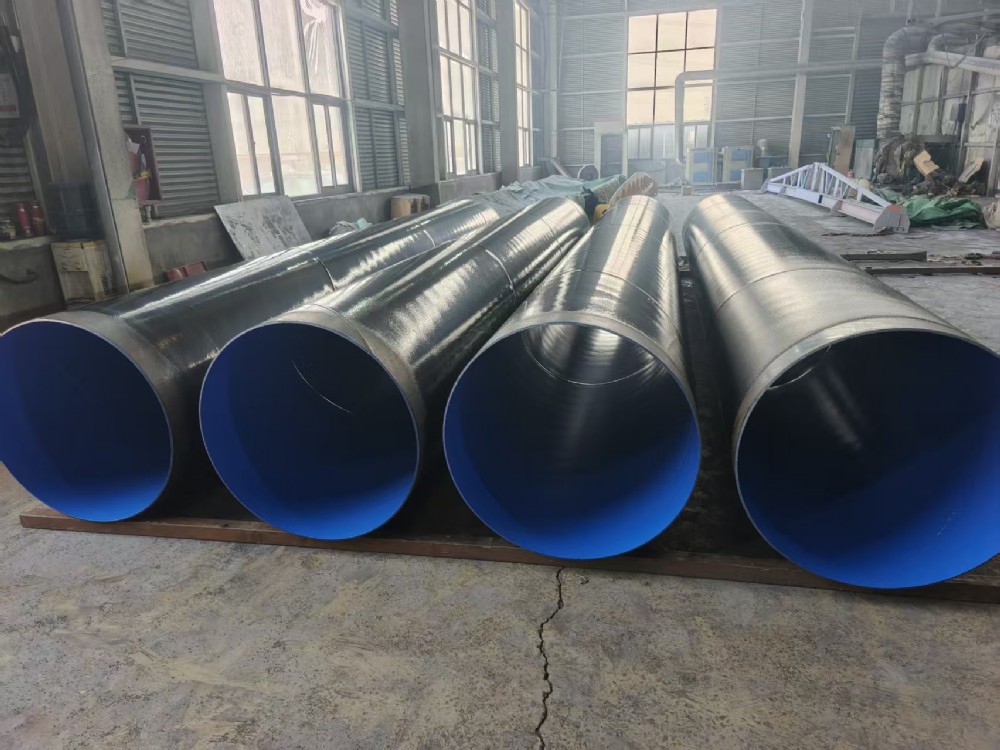
> TPEP防腐钢管 > 给排水TPEP防腐钢管
给排水管道工程
焊接连接
河北亨源管道(李芹13315771898)专业生产加工:大口径小口径涂塑复合钢管,3PE防腐螺旋钢管,TPEP防腐无缝钢管,内环氧外聚乙烯涂塑直缝钢管,薄壁热浸塑穿线管,内IPN8710外环氧煤沥青走水防腐钢管,大口径国标螺旋钢管,承插式布标螺旋钢管,GB/T8163无缝钢管,GB/T3091直缝焊管,钢套钢蒸汽保温钢管,聚氨酯保温钢管等。具备涉水卫生许可证、矿用煤安证、产品质量体系证书、产品检测报告。位于河北管道基地盐山,欢迎来厂参观洽谈合作。
内涂塑外PE聚乙烯防腐螺旋钢管生产工艺 内涂塑外PE聚乙烯防腐钢管的生产核心是“先内后外、分序涂覆、精准固化”,需严格控制基材预处理、温度参数、涂层厚度,确保内外涂层附着牢固、性能达标。以下是完整的工业化生产工艺流程:
一、基材预处理(核心前提:保证涂层附着力)
1. 基材选用:采用螺旋埋弧焊钢管或直缝钢管,先进行外观检测(剔除焊缝缺陷、椭圆度超标的管材),并按需求切割至指定长度。
2. 脱脂除油:通过喷淋或浸泡方式,用碱性清洗剂清除钢管内外壁的油污、灰尘,再用清水冲洗干净,避免油污影响涂层吸附。
3. 抛丸除锈:这是决定涂层寿命的关键步骤。
内壁:采用管道内壁抛丸机,钢丸高速冲击内壁,去除氧化皮、铁锈,除锈等级需达到 Sa2.5级(近白级),表面粗糙度控制在 40-80μm,形成均匀的粗糙面,增强涂层机械咬合能力。
外壁:使用外壁抛丸机同步处理,参数与内壁一致。
4. 预热干燥:将除锈后的钢管送入预热炉,加热至 180-220℃**(根据内涂塑粉末类型调整),目的是去除钢管表面水分,同时为内涂塑粉末熔融提供基础温度,防止涂层鼓泡。
二、内壁涂塑工艺(常用环氧粉末EP或改性PE粉末) 主流采用静电喷涂+高温固化工艺,具体步骤如下:
1. 静电喷涂:将预热后的钢管匀速旋转,通过内壁静电喷涂枪将粉末涂料(如环氧粉末)喷入管内。粉末在高压静电作用下吸附在钢管内壁,形成均匀的粉末层。
关键参数:静电电压30-60kV,喷涂距离100-150mm,涂层厚度控制在 150-300μm。
2. 熔融固化:将喷涂后的钢管送入固化炉,升温至 200-230℃,保温 15-25分钟。粉末在高温下熔融流平,与钢管基体发生轻微化学反应,形成致密的热固性涂层。
3. 冷却检测:钢管自然冷却或强制风冷至常温,检测内壁涂层厚度、附着力(划格法测试,附着力≥1级)、表面光滑度,剔除针孔、流挂等缺陷品。
三、外壁PE聚乙烯防腐涂覆工艺(分两种主流方式) 内壁涂层合格后,再进行外壁PE涂覆,核心是“热熔包覆、紧密贴合”,两种常用工艺如下:
方式1:挤出缠绕法(适用于大口径钢管)
1. 钢管预热:将内壁合格的钢管再次预热至 180-200℃,确保PE粉末与钢管外壁融合。
2. 底涂处理(可选):喷涂一层环氧底漆(厚度20-50μm),进一步提升PE涂层与钢管的附着力,尤其适合重腐蚀环境。
3. PE挤出缠绕:通过单螺杆挤出机将高密度聚乙烯(HDPE)颗粒加热熔融成PE熔料,经模头挤出成PE带,由缠绕机匀速缠绕在钢管外壁。
关键参数:PE熔料温度 200-220℃,缠绕重叠率15%-20%,总涂层厚度控制在 2-5mm(根据防腐等级调整)。
4. 冷却定型:用风冷或水冷方式将钢管冷却至常温,使PE涂层固化成型,避免涂层变形。
方式2:热缩套包覆法(适用于小口径钢管或补口)
1. 钢管预热:加热至 120-140℃。
2. 热缩套安装:将预制好的PE热缩套套在钢管外壁,用火焰枪均匀加热,热缩套受热收缩并与钢管紧密贴合,同时热熔胶层融化,增强粘结力。
3. 边缘密*:加热热缩套两端搭接处,确保密封无空隙,防止水分渗入。
四、后处理与成品检测
1. 端部处理:用专用工具切割钢管两端多余涂层,露出一定长度的母材(方便后续管道连接),并对切割边缘进行倒角打磨,避免涂层翘边。
2. 成品检测: - 外观检测:涂层表面平整、无气泡、无裂纹、无漏涂
厚度检测:用涂层测厚仪检测内外涂层厚度,需符合设计要求
附着力检测:外壁采用剥离试验(剥离强度≥70N/cm),内壁采用划格试验
电火花检漏:在15-25kV高压下检测涂层完整性,无击穿为合格。
3. 包装入库:合格成品贴标(标注规格、涂层类型、生产日期),采用缠绕膜包装,防止运输过程中涂层损伤。
工艺关键控制点
1. 温度控制:预热温度、固化温度直接影响涂层熔融和附着力,需实时监控,避免温度过高导致涂层碳化,或温度过低导致粉末熔融不充分。
2. 除锈等级:必须达到Sa2.5级,否则涂层易脱落,这是防腐管道质量的核心前提。
3. 涂层厚度均匀性:通过调整喷涂速度、缠绕速度,确保内外涂层厚度偏差不超过±10%。





 冀公网安备 13092502002445号
冀公网安备 13092502002445号