

产品介绍
 亨源管道,打造钢管行业品牌领导者
亨源管道,打造钢管行业品牌领导者 

 全国服务热线
全国服务热线
给排水管道工程
焊接连接
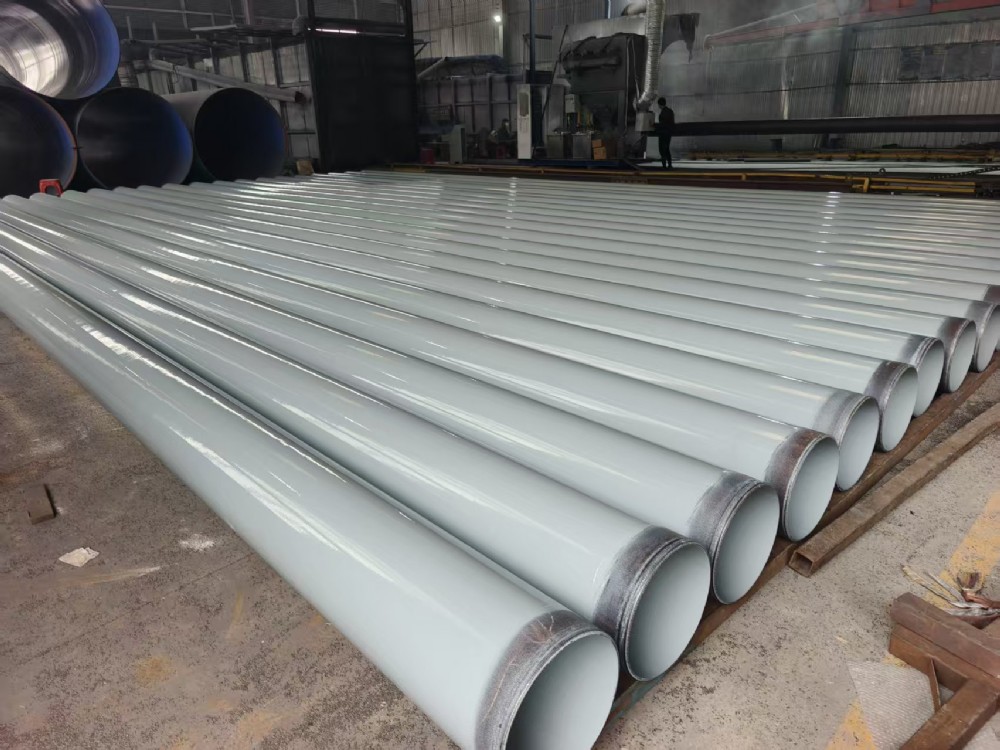
河北亨源管道(李芹13315771898)专业生产加工:大口径小口径涂塑复合钢管,3PE防腐螺旋钢管,TPEP防腐无缝钢管,内环氧外聚乙烯涂塑直缝钢管,薄壁热浸塑穿线管,内IPN8710外环氧煤沥青走水防腐钢管,大口径国标螺旋钢管,承插式布标螺旋钢管,GB/T8163无缝钢管,GB/T3091直缝焊管,钢套钢蒸汽保温钢管,聚氨酯保温钢管等。具备涉水卫生许可证、矿用煤安证、产品质量体系证书、产品检测报告。位于河北管道基地盐山,欢迎来厂参观洽谈合作。
生产焊接连接12米饮用水内外涂塑钢管,需聚焦,焊接部位涂层保护、卫生安全达标、长管结构稳定三大核心,全程围绕“焊接兼容性”和“饮用水卫生”双要求,规避涂层脱落、焊缝渗漏、有害物质迁移等问题。
1. 基材焊接质量严控:选用12米定尺直缝焊管(优先GB/T 3091标准),焊缝需无夹渣、气孔、裂纹,焊接接头抗拉强度≥基材强度(≥375MPa),避免后续承压渗漏。
2. 焊缝打磨专项处理:用角磨机将内壁焊缝打磨至与管身平齐,粗糙度Ra控制在12.5-25μm,外壁焊缝打磨光滑,消除尖锐凸起(防止涂塑时涂层薄涂或破损)。
3. 长管直线度保障:12米钢管全长直线度偏差≤3mm,避免焊接时对接偏移,同时防止涂塑过程中喷枪跑偏导致涂层不均。
二、涂塑施工:焊接部位专项控制
1. 焊缝处涂层强化:涂塑前对焊缝及两侧5cm范围预涂1-2遍食品级环氧树脂,确保焊缝处涂层厚度与管身一致(内壁0.4-0.6mm、外壁0.5-0.7mm),无漏涂、针孔。
2. 焊接端预留与保护:钢管两端焊接区域预留10-15cm暂不涂塑(避免现场焊接高温破坏涂层),预留段需做临时防锈处理(涂环保防锈剂,符合GB/T 17219)。
3. 长管涂塑均匀性:内涂采用高压无气喷涂+负压吸附,喷枪移动速度≤0.5m/min,每3米设压力监测点;外涂用静电喷涂+多组滚涂,焊缝处补喷1遍,避免长管两端涂层偏薄。
三、固化与后处理:适配焊接连接需求
1. 长管固化防开裂:采用18米以上分段控温固化炉,固化时间≥45min,确保焊缝处涂层交联度≥90%(丙酮擦拭无溶解),避免高温焊接时涂层脆裂。
2. 焊接端口精准处理:定尺切割后(误差±5mm),打磨切口毛刺至光滑,立即补涂食品级环氧树脂,补涂范围覆盖预留段及切口周围2cm,确保无露钢、涂层无缝衔接。
3. 端口防护:用焊接专用保护帽密封端口,避免灰尘、水分进入管内污染涂层,同时防止运输过程中端口涂层划伤(影响后续焊接对接)。
四、卫生与焊接兼容性:守住饮用水底线
1. 涂料与助剂合规:全程使用食品级环氧树脂(符合GB/T 17219),色母、稀释剂无重金属、VOC超标,焊接高温下不释放有毒有害物质。
2. 焊接工艺适配:生产时预留的焊接端需保持清洁,无涂层残留、油污,确保现场焊接时焊材(如E4303焊条)与钢管基材、涂层兼容,避免焊接时产生过多烟雾污染管内。
3. 禁止违规处理:不得用高温火焰烘烤涂层修复缺陷,需采用低温补涂工艺,防止涂层分解产生有害物质。
五、检验强化:聚焦焊接关键部位
1. 焊缝涂层附着力测试:对每根钢管的焊缝处做划格法测试(划格间距1mm),附着力≥1级,无起皮、脱落。
2. 水压与渗漏检验:以1.5倍工作压力(≥1.0MPa)保压30min,重点观察焊缝及端口补涂处,无渗漏、涂层无鼓包。
3. 卫生抽样检测:每批次抽样检测涂层重金属(Pb、Cd等)迁移量、挥发性有机物,确保符合饮用水卫生标准。





 冀公网安备 13092502002445号
冀公网安备 13092502002445号