

产品介绍
 亨源管道,打造钢管行业品牌领导者
亨源管道,打造钢管行业品牌领导者 

 全国服务热线
全国服务热线
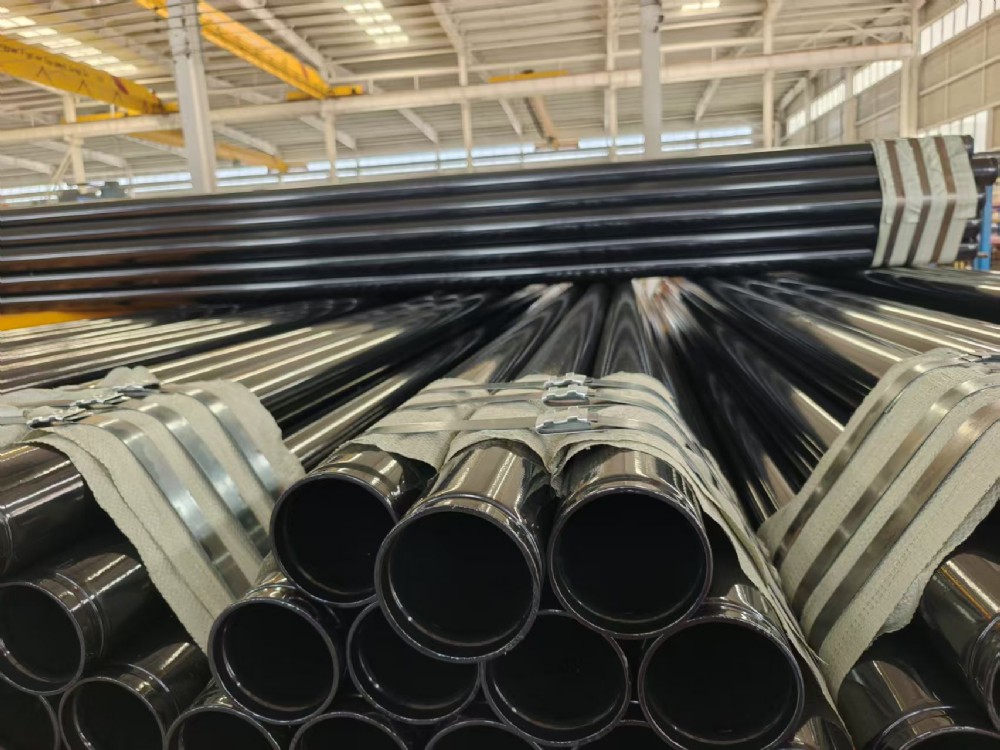
煤安证矿用涂塑复合钢管
煤矿管道工程
沟槽连接
亨原管道(李芹芹 13315771898)TPEP防腐钢管,3PE防腐钢管,石油化工输送塑钢管,焊接无管道,给排水输送管道,涂缝钢管,国标防腐钢管
要保证煤安证沟槽连接矿用涂塑钢管的涂塑层质量,需要在原材料选择、涂塑工艺控制、质量检测等多个环节采取严格的措施,具体如下:
### 原材料选择
- **钢管**:应选用符合国家标准的优质钢管,钢管的表面应光滑、无锈蚀、无裂缝等缺陷。钢管的外径、壁厚等尺寸公差应符合相关标准要求,以确保涂塑层的厚度均匀性。
- **涂塑材料**:选用具有良好阻燃、抗静电性能的专用涂塑粉末或涂料,其性能应符合MT181等相关煤矿行业标准。涂塑材料应具有优异的附着力、耐腐蚀性、耐磨损性和耐候性,以保证涂塑层在煤矿井下复杂的环境条件下长期稳定运行。
### 涂塑前处理
- **表面清理**:钢管在涂塑前必须进行彻底的表面清理,去除油污、铁锈、灰尘等杂质。常用的清理方法有抛丸除锈、酸洗除锈等,通过这些方法使钢管表面达到一定的粗糙度,以增加涂塑层与钢管表面的附着力。
- **干燥处理**:清理后的钢管表面应进行干燥处理,防止水分残留影响涂塑层的质量。可采用热风干燥或自然晾干等方式,确保钢管表面在涂塑前处于干燥状态。
### 涂塑工艺控制
- **涂塑方法**:根据涂塑材料的特性和钢管的规格尺寸,选择合适的涂塑方法,如静电喷涂、浸涂等。静电喷涂具有涂覆均匀、涂层质量好、生产效率高等优点,常用于矿用涂塑钢管的涂塑工艺。在喷涂过程中,要严格控制喷枪的电压、电流、喷涂距离和喷涂速度等参数,确保涂塑层厚度均匀、表面平整。
- **固化工艺**:涂塑后的钢管需要进行固化处理,使涂塑材料充分交联固化,形成具有良好性能的涂塑层。固化温度和固化时间是固化工艺的关键参数,不同的涂塑材料有不同的固化要求,应根据涂塑材料的技术说明书进行严格控制。一般来说,固化温度过高或固化时间过长,可能会导致涂塑层变色、脆化等问题;固化温度过低或固化时间过短,则会使涂塑层固化不完全,影响其性能。
### 质量检测
- **外观检查**:涂塑钢管生产完成后,首先进行外观检查。涂塑层表面应光滑、平整,无气泡、无流挂、无裂纹、无剥落等缺陷。颜色应均匀一致,符合设计要求。对于外观检查不合格的产品,应及时进行返工处理。
- **厚度检测**:采用磁性测厚仪等专业仪器对涂塑层的厚度进行检测。涂塑层的厚度应符合相关标准和设计要求,一般来说,矿用涂塑钢管的涂塑层厚度不小于0.3mm。在钢管的不同部位进行多点测量,确保涂塑层厚度均匀性符合要求。对于厚度不符合要求的部位,应进行补涂或重新涂塑。
- **附着力检测**:按照相关标准规定的方法,如划格法、拉开法等,对涂塑层的附着力进行检测。涂塑层应与钢管表面具有良好的附着力,不得出现起皮、脱落等现象。附着力检测是评估涂塑层质量的重要指标之一,对于附着力不符合要求的产品,不能投入使用。
- **性能测试**:定期对涂塑钢管进行性能测试,包括阻燃性能、抗静电性能、耐腐蚀性、耐磨损性等。这些性能指标直接关系到涂塑钢管在煤矿井下的使用安全和寿命,必须符合MT181等相关标准的要求。通过抽样检测的方式,对产品进行全面的性能评估,确保产品质量稳定可靠。
### 包装与运输
- **包装**:涂塑钢管在包装前应进行清洁处理,去除表面的灰尘和杂物。采用合适的包装材料,如塑料薄膜、编织袋等,对钢管进行包装,防止涂塑层在运输和储存过程中受到损伤。对于较长的钢管,应采用分段包装或加设防护支架等措施,避免钢管在运输过程中发生弯曲变形,损坏涂塑层。
- **运输**:在运输过程中,要注意避免钢管与尖锐、坚硬的物体碰撞,防止涂塑层被划伤或磨损。运输车辆应保持平稳,避免急刹车和颠簸,减少钢管之间的相互碰撞。同时,要根据运输距离和环境条件,采取相应的防护措施,如防晒、防雨、防潮等,防止涂塑层因外界环境因素而影响质量。





 冀公网安备 13092502002445号
冀公网安备 13092502002445号