

产品介绍
 亨源管道,打造钢管行业品牌领导者
亨源管道,打造钢管行业品牌领导者 

 全国服务热线
全国服务热线
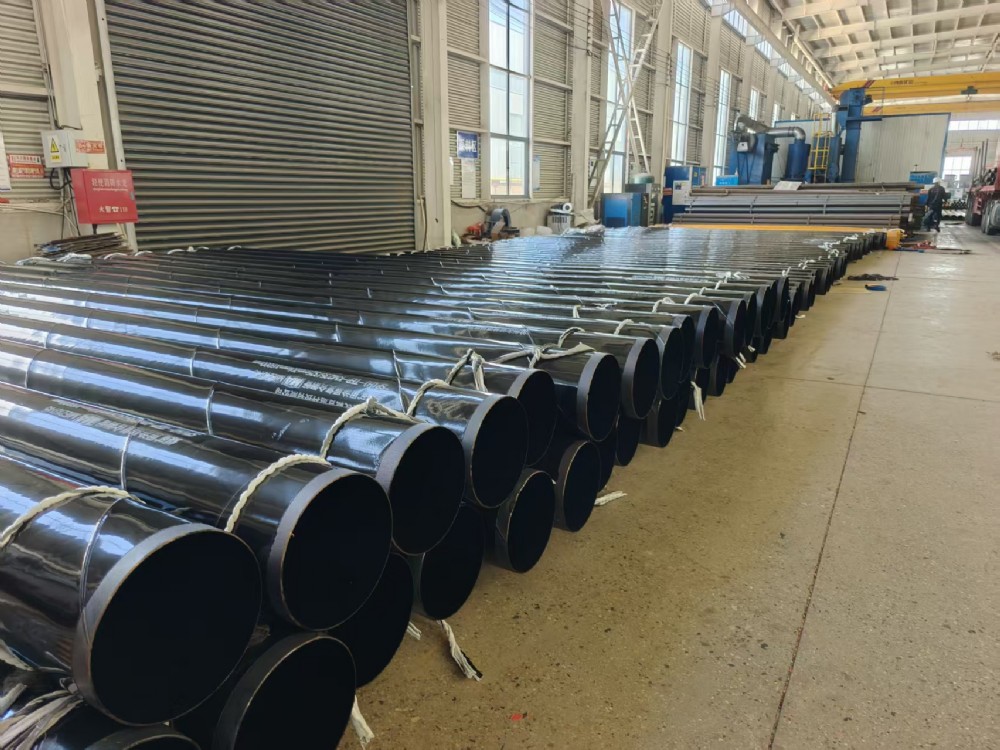
焊接连接外留口矿用涂塑螺旋钢管
煤矿管道工程
焊接连接
亨原管道(李芹芹 13315771898)TPEP防腐钢管,3PE防腐钢管,石油化工输送塑钢管,焊接无管道,给排水输送管道,涂缝钢管,国标防腐钢管
氩弧焊在矿用涂塑钢管焊接中的具体操作步骤如下:
### 焊前准备
1. **管材及焊接材料检查**:检查矿用涂塑钢管的规格、型号是否符合要求,管材表面应无明显缺陷,涂塑层应完好。同时,根据钢管的材质选择合适的焊丝,一般选用与钢管成分相近的不锈钢焊丝,焊丝的直径应根据焊接部位和焊接电流来确定,通常为1.6 - 2.5mm。
2. **焊接设备调试**:调试氩弧焊机,确保设备能正常工作。根据焊接工艺要求,调整焊接电流、电压、氩气流量等参数。一般焊接电流在80 - 150A之间,电压在10 - 15V之间,氩气流量为8 - 12L/min。
3. **坡口加工**:采用机械加工或等离子切割等方法对钢管的焊接端部进行坡口加工,坡口角度一般为30° - 35°,钝边为1 - 2mm,间隙为2 - 3mm。加工后的坡口表面应平整,无毛刺、氧化物等杂质。
4. **清理焊件**:用砂纸或钢丝刷将坡口及其两侧各20 - 30mm范围内的油污、铁锈、水分等杂质清除干净,露出金属光泽。然后用丙酮或酒精等有机溶剂擦拭坡口表面,进一步去除油污和杂质。
5. **组对焊件**:将清理好的钢管按照设计要求进行组对,保证对口间隙均匀,错边量不超过规定值。一般要求错边量不大于钢管壁厚的10%,且不超过1mm。组对时可采用定位焊固定,定位焊的长度一般为10 - 15mm,间距为100 - 150mm。定位焊的焊接参数应与正式焊接相同。
### 焊接过程
1. **引弧**:将钨极靠近焊件,按下焊枪开关,引燃电弧。引弧时应注意避免钨极与焊件直接接触,以免造成钨极粘连和焊缝夹钨。引弧后,应适当拉长电弧,对焊件进行预热,预热时间一般为1 - 2s。
2. **焊接操作**:采用左向焊法,即焊枪从右向左移动,焊丝从左侧送入熔池。焊接时,应保持焊枪的角度稳定,一般与焊件表面成70° - 80°角。同时,要控制好焊接速度,一般为15 - 30cm/min,使焊缝熔池的大小和形状保持均匀一致。焊丝应均匀、缓慢地送入熔池,避免焊丝与钨极接触,防止产生短路和夹钨缺陷。
3. **收弧**:当焊接到焊缝末端时,应逐渐拉长电弧,使熔池逐渐缩小,然后松开焊枪开关,停止送丝和供电,完成收弧。收弧后,应继续送气一段时间,一般为3 - 5s,以保护熔池和钨极在冷却过程中不被氧化。
### 焊后处理
1. **焊缝清理**:焊接完成后,应及时清理焊缝表面的熔渣和飞溅物。可用不锈钢丝刷或砂纸轻轻擦拭焊缝表面,使其表面光洁。
2. **焊缝检查**:对焊缝进行外观检查,检查焊缝表面是否有气孔、裂纹、夹钨、未熔合等缺陷,焊缝的余高和宽度应符合设计要求。一般焊缝余高不超过3mm,焊缝宽度比坡口每侧增宽0.5 - 2mm。如有缺陷,应及时进行修补。
3. **涂塑层修复**:如果在焊接过程中涂塑层受到损伤,应及时进行修复。可采用喷涂或刷涂的方法,将与原涂层相同的涂料涂覆在损伤部位,使其恢复防腐性能。
以上是氩弧焊在矿用涂塑钢管焊接中的一般操作步骤,在实际操作中,应根据具体的焊接工艺要求和现场情况进行适当调整。同时,焊接人员应具备相应的焊接技能和经验,严格遵守焊接操作规程,以确保焊接质量。





 冀公网安备 13092502002445号
冀公网安备 13092502002445号